從密度板的熱壓工藝入手, 對比分析了常用的幾種板坯預(yù)熱系統(tǒng), 介紹了落料箱式板坯預(yù)熱的新結(jié)構(gòu)設(shè)計及其特點, 并對常用的板坯預(yù)熱系統(tǒng)適用性進行了介紹。
在密度板生產(chǎn)過程中, 鋪裝預(yù)壓成型的板坯輸送到熱壓機中, 依次完成高壓、高壓卸壓、低壓補壓、中壓保壓、卸壓一系列時間段的熱壓工藝過程, 利用高溫和高壓, 使板坯內(nèi)部水分蒸發(fā)、膠黏劑固化、板坯密實, 使原料中各成分發(fā)生一系列的物理化學變化, 壓制成符合質(zhì)量要求的成品板。熱壓工藝對密度板質(zhì)量及產(chǎn)量有著重要影響, 國內(nèi)外眾多廠家對密度板的熱壓工藝都進行了大量深入地研究, 推動著熱壓工藝技術(shù)不斷成熟。筆者結(jié)合自己多年的開發(fā)與生產(chǎn)經(jīng)驗, 以熱壓工藝相關(guān)聯(lián)的板坯預(yù)熱作為切入點, 對影響熱壓工藝的板坯預(yù)熱方式進行分析。
1 密度板熱壓工藝
目前, 生產(chǎn)密度板的熱壓工藝設(shè)備主要有多層熱壓機和連續(xù)平壓熱壓機, 兩種設(shè)備熱壓工藝特點大致如下。
1.1 多層熱壓機
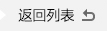
多層熱壓機的熱壓方式是間歇式的, 當板坯由裝板機裝進多層熱壓機后, 通過熱壓板的加壓、加熱壓制成型。多層熱壓機的熱壓工藝過程通常分為快速閉合段、高壓段、低壓補壓段、中壓保壓段和卸壓段, 熱壓工藝曲線如圖1所示。1) 快速閉合段t1:板坯處于受熱不受壓狀態(tài), 影響成品板表面的預(yù)固化層厚度;2) 高壓段t2:壓縮板坯并排氣, 影響板表面的硬化層厚度;3) 低壓補壓段t3:板坯芯層加熱, 改善板的性能;4) 中壓補壓段t4:板坯芯層加熱到位, 膠黏劑固化, 控制板坯厚度;5) 卸壓段t5:板坯成型, 熱壓完成。
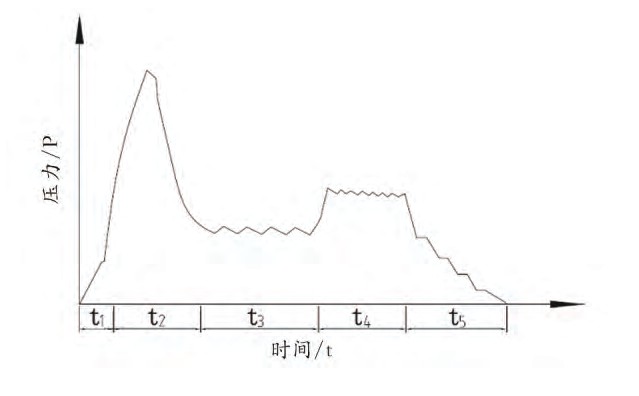
圖1 多層熱壓機熱壓工藝曲線
1.2 連續(xù)平壓熱壓機
連續(xù)平壓熱壓機的熱壓方式是由上下鋼帶夾持板坯連續(xù)通過熱壓板, 在熱壓板不同區(qū)間的不同壓力和不同溫度作用下, 完成熱壓過程。其顯著優(yōu)點是減少了成品板表面預(yù)固化層厚度, 改善了板的斷面密度分布, 產(chǎn)量大, 成品板質(zhì)量好。連續(xù)平壓熱壓機的熱壓工藝過程通常分為快速閉合段 (高壓區(qū)a) 、張開段 (低壓區(qū)b) 、定厚段 (二次加壓區(qū)c) , 熱壓曲線如圖2所示。1) 高壓區(qū), 成品板表層的高密度層在此形成, 通過調(diào)整壓力來保證板坯表層高密度層厚度和表層密度峰值, 影響板的板面質(zhì)量及靜曲強度等力學性能。一般在生產(chǎn)薄板時, 速度快, 高壓區(qū)的跨度要適當放長。2) 低壓區(qū), 此階段水蒸氣向芯層和兩側(cè)流動, 芯層溫度達到膠黏劑的固化要求, 纖維之間各種結(jié)合力形成, 使板坯芯層具有一定強度;低壓區(qū)的壓力設(shè)定要適當, 保證成品板內(nèi)結(jié)合強度等力學性能。3) 二次加壓區(qū), 此階段壓力加大, 克服板坯的厚度變化, 控制厚度均勻, 較終將板坯壓至要求的厚度規(guī)格。二次加壓區(qū)的起點選擇很關(guān)鍵, 它與膠黏劑的固化度、含水率等因素有關(guān)。
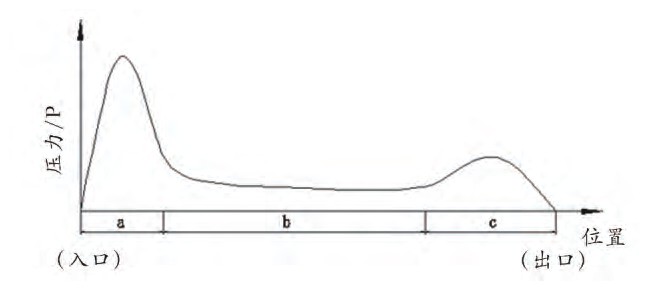
圖2 連續(xù)平壓熱壓機的熱壓工藝曲線
2 板坯預(yù)熱方式分析
通過對密度板熱壓工藝的分析, 不管是多層熱壓機還是連續(xù)平壓熱壓機, 板坯的成型工藝是一樣的, 只是執(zhí)行方式不同, 并且影響板坯質(zhì)量的幾個因素也一樣, 主要有壓力、溫度、時間、含水率、膠黏劑等。由于低含水率板坯的導(dǎo)熱系數(shù)低, 為了保證板坯芯層的膠黏劑能夠達到良好的固化溫度, 工藝曲線中的低壓區(qū)要延長, 即生產(chǎn)時不得不采用較長的熱壓時間, 時間越長能源的消耗越多, 生產(chǎn)能力降低越多, 生產(chǎn)成本就越高。為了降低能耗、減少熱壓時間, 國內(nèi)外進行了大量的板坯預(yù)熱方式研究, 目前主要有以下幾種方式。
2.1 噴蒸式板坯預(yù)熱系統(tǒng)
圖3是噴蒸式板坯預(yù)熱系統(tǒng)示意圖, 成型運輸機皮帶進入鋪裝機前, 先經(jīng)過水噴蒸器, 利用噴水到皮帶表面的方法來提高板坯下表面含水率;鋪裝好的板坯經(jīng)過均平、預(yù)壓、裁邊后再經(jīng)過蒸汽噴蒸器, 板坯上表面的纖維經(jīng)過濕熱蒸汽的濕潤后, 表層含水率和溫度有所增加, 之后進入熱壓機時, 高溫高壓時產(chǎn)生蒸汽沖擊效應(yīng), 表層水分變成蒸汽向芯層穿透, 這樣表層溫度與芯層溫度上升的時間縮短;而且表層含水率提高, 有利于成品板靜曲強度的提高。這種方式主要是加濕效果好, 板面質(zhì)量好, 但預(yù)熱效果不明顯;熱壓周期有一定的縮短, 提高了生產(chǎn)效率。這種設(shè)備投資較小, 占地不大, 不影響生產(chǎn)線長度。
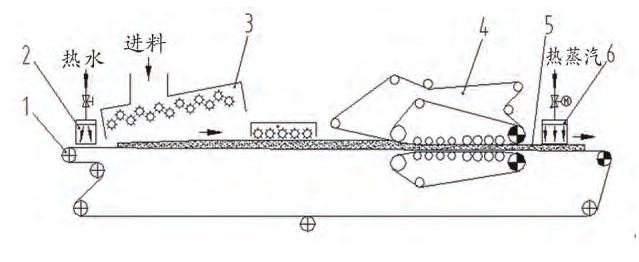
圖3 噴蒸式板坯預(yù)熱系統(tǒng)示意圖
1.成型運輸機2.水噴蒸器3.鋪裝機4.預(yù)壓機5.板坯6.蒸汽噴蒸器
2.2 皮帶機式板坯預(yù)熱系統(tǒng)
圖4是皮帶機式板坯預(yù)熱系統(tǒng)示意圖, 該系統(tǒng)主要有預(yù)熱板、網(wǎng)孔帶、網(wǎng)帶驅(qū)動、分風室、油調(diào)節(jié)閥、熱油泵、進風風機、換熱器、流量調(diào)節(jié)閥、混合室、除塵器等組成。板坯在進熱壓機之前, 經(jīng)過皮帶機式板坯預(yù)熱系統(tǒng)的預(yù)熱板加熱, 同時從分風室送來的濕熱蒸汽通過預(yù)熱板的眾多通風孔吹入, 穿過網(wǎng)孔帶吹向板坯, 給板坯加熱, 之后透過板坯的熱蒸汽從回收管道經(jīng)除塵器排放。這種預(yù)熱方式板坯表芯層溫度提高, 熱壓因子和生產(chǎn)效率提高顯著。不過這種方式對汽熱控制要求較高, 參數(shù)設(shè)置不合適對板面質(zhì)量有較大影響, 而且能耗也高, 設(shè)備投資較大, 成型運輸線占地更長。
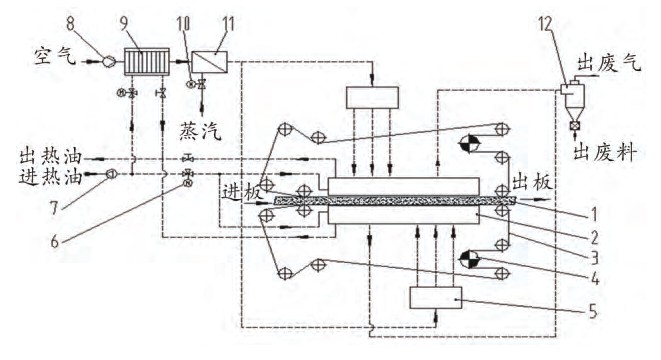
圖4 皮帶機式板坯預(yù)熱系統(tǒng)示意圖
1.板坯2.預(yù)熱板3.網(wǎng)孔帶4.網(wǎng)帶驅(qū)動5.分風室6.油調(diào)節(jié)閥7.熱油泵8.進風風機9.換熱器10.流量調(diào)節(jié)閥11.混合器12.除塵器
2.3 微波箱式板坯預(yù)熱系統(tǒng)
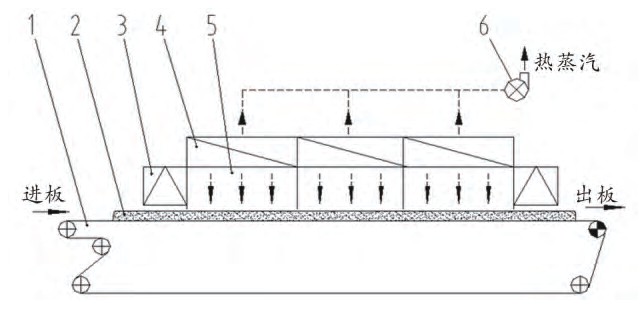
圖5 微波箱式板坯預(yù)熱系統(tǒng)示意圖
1.皮帶運輸機2.板坯3.微波抑制器4.微波加熱系統(tǒng)5.加熱箱體6.排濕排熱系統(tǒng)
圖5是微波箱式板坯預(yù)熱示意圖, 該系統(tǒng)主要有微波加熱系統(tǒng)、微波抑制器、加熱箱體、排濕排熱系統(tǒng)等組成。該系統(tǒng)布置在鋪裝預(yù)壓之后, 板坯通過運輸機進入微波箱的加熱箱體時, 經(jīng)微波加熱達到需要的溫度。這種預(yù)熱方式的板坯溫度高, 熱壓周期縮短, 提高了生產(chǎn)效率[3], 熱利用率高, 能耗低;但該方式的纖維含水率對微波加熱影響很敏感, 控制不當時存在預(yù)熱溫度不均勻、溫度很標等缺陷, 控制要求高且投資大, 目前國內(nèi)密度板行業(yè)幾乎沒有應(yīng)用。
3 板坯預(yù)熱系統(tǒng)的新結(jié)構(gòu)設(shè)計
通過吸收國內(nèi)外成熟經(jīng)驗, 為更好地適應(yīng)用戶生產(chǎn)需要, 筆者提出了板坯預(yù)熱系統(tǒng)的一種新構(gòu)思, 在此稱為落料箱式板坯預(yù)熱系統(tǒng), 如圖6所示。
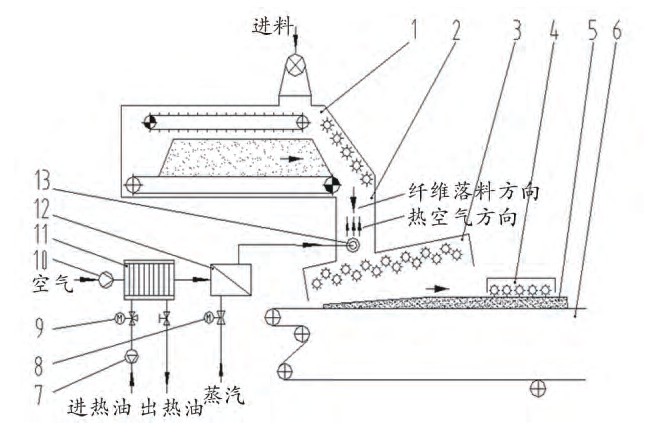
圖6 落料箱式板坯預(yù)熱系統(tǒng)示意圖
1.纖維計量倉2.落料箱3.鋪裝輥組4.均平輥5.板坯6.成型運輸機7.熱油泵8.流量調(diào)節(jié)閥9.油調(diào)節(jié)閥10.進風風機11.換熱器12.混合器13.預(yù)熱管
該系統(tǒng)主要有熱油泵、換熱器、調(diào)節(jié)閥、進風風機、混合器、預(yù)熱管等組成。該系統(tǒng)布置在鋪裝機的落料箱處, 當計量倉中的纖維經(jīng)打散輥拋散進入進落料箱時, 預(yù)熱管噴出熱蒸汽和高溫熱風兩者混合的濕熱蒸汽, 吹向下落的纖維, 給纖維預(yù)熱, 預(yù)熱后的纖維進入鋪裝預(yù)壓, 進而進入熱壓機中。
落料箱式板坯預(yù)熱系統(tǒng)的主要特點:1) 板坯芯層溫度提高明顯, 且芯層溫度高于表層溫度, 板坯達到膠黏劑固化溫度的時間大大縮短, 即熱壓工藝曲線中的低壓段或低壓區(qū)時間縮短, 二次加壓區(qū)的起點提前, 通過試驗與用戶應(yīng)用, 能提高熱壓因子約10%~20%, 生產(chǎn)效率提高顯著, 尤其是生產(chǎn)中厚板及冬天生產(chǎn)時效果更顯著;2) 纖維加熱直接而均勻, 易于控制;3) 調(diào)節(jié)濕熱蒸汽的比值, 控制纖維溫度和含水率, 方便快捷地控制含水率對熱壓工藝的影響;4) 該系統(tǒng)布置在鋪裝落料箱中, 氣流與纖維團對沖, 利于纖維的拋散, 改善鋪裝效果。但是, 這種預(yù)熱系統(tǒng)也存在不足, 由于纖維加熱較早, 在板坯運輸過程中有熱量損失, 能耗增加。
某密度板廠采用落料箱式板坯預(yù)熱系統(tǒng), 其中某一生產(chǎn)階段前后數(shù)據(jù)對照, 見表1。
表1 預(yù)熱前后數(shù)據(jù)對照表

4 結(jié)語
板坯預(yù)熱有利于熱壓工藝的完善和生產(chǎn)效率的提高, 在生產(chǎn)中得到廣泛應(yīng)用。預(yù)熱與熱壓工藝密不可分, 密度板生產(chǎn)企業(yè)如何選擇預(yù)熱方式, 需要根據(jù)自身設(shè)備情況進行合適配置。通過上述分析可知, 不同板坯預(yù)熱方式其效果稍有差別。噴蒸式預(yù)熱方式, 在連續(xù)平壓生產(chǎn)線上應(yīng)用較多, 德國Siempelkamp公司、國內(nèi)上海人造板機器廠有限公司都有配套設(shè)備。皮帶機式預(yù)熱方式, 其明顯的預(yù)熱效果, 對偏北方的用戶吸引力大, 敦化亞聯(lián)機械制造有限公司和中國福馬機械集團有限公司都有配套設(shè)備。微波箱式預(yù)熱方式, 發(fā)展?jié)摿Υ? 但現(xiàn)有技術(shù)還不是很成熟, 對用戶吸引力不大, 目前國內(nèi)人造板行業(yè)幾乎沒有具體應(yīng)用。而落料箱式預(yù)熱方式, 結(jié)構(gòu)簡潔, 操作方便, 布置容易, 效果明顯, 投資也少, 在連續(xù)平壓機生產(chǎn)線和多層壓機生產(chǎn)線上都可應(yīng)用, 特別是對于國內(nèi)大量沒有配備預(yù)熱的生產(chǎn)線改造項目, 尤其適合, 中國福馬機械集團有限公司已能提供配套設(shè)備。

